


本司專業生產各種激光打標設備,熱銷機型光纖激光打標機,便攜式激光打標機,激光調阻機,半導體激光打標機,二氧化碳CO2激光打標機,紫外激光打標機,廠家直銷低價促銷,適用各種金屬非金屬材料,生產日期,批號,序列號,二維碼,流水線飛行打標,可免費打樣,歡迎來咨詢. http://www.wt1388.com/ http://www.delanlaser.com/
文整理:廣州萬霆激光通用設備有限公司
激光打孔是最早達到實用化的激光加工技術,也是激光加工的主要應用領域之一。硬度大、熔點高的材料傳統的加工方法已不能滿足某些工藝要求。這一類的加工任務用常規機械加工方法很困難,有時甚至是不可能的,而用激光打孔則不難實現。激光束在空間和時間上高度集中,利用透鏡聚焦,可以將光斑直徑縮小到微米級從而獲得105-1015W/cm2的激光功率密度。如此高的功率密度幾乎可以在任何材料實行激光打孔.
與其它方法如機械鉆孔、電火花加工等常規打孔手段相比,具有以下顯著的優點:激光打孔速度快,效率高,經濟效益好。由于激光打孔是利用功率密度為l07-109W/cm2的高能激光束對材料進行瞬時作用,作用時間只有10-3-10-5s,因此激光打孔速度非常快。將高效能激光器與高精度的機床及控制系統配合,通過微處理機進行程序控制,可以實現高效率打孔。在不同的工件上激光打孔與電火花打孔及機械鉆孔相比,效率提高l0-1000倍。
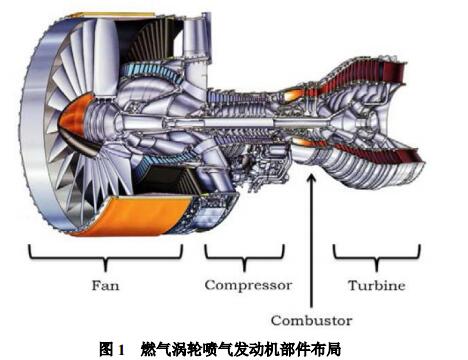
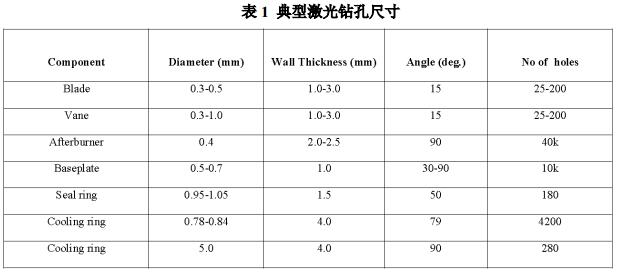
舉例說現代渦輪發動機在制造過程中需要鉆很多個孔,燃氣渦輪的各種部件的加工也需要激光鉆孔,如圖 1 所示燃氣渦輪噴氣發動機的部件葉片、輪葉、燃燒器以及主要用于冷卻的后燃室。每個部件需要打孔的數量從 25 到 40000 個,如表 1 所示。現代噴氣發動機工作的氣體溫度可能高達 2000℃,這一溫度比燃燒室和渦輪葉片中鎳基高溫合金的熔點還高,而目前使噴氣發動機組件免受極端溫度的方法是邊界層冷卻。當冷卻空氣通過其表面形成一個冷卻薄膜保護部件表面免受高溫燃燒氣體。
冷卻孔可以通過電火花加工(EDM),也可以通過激光加工。EDM 包含一個電極在工件上兩個表面之間產生一個小的縫隙。電極和工件之間施加電壓直到電場可以擊穿電極的尖端。火花穿過間隙放電,由于橫截面積很小引起了高電流密度,大約 1000 A/mm2。電極和工件之間的擊穿區域的典型溫度是 5000-10000℃,EDM 過程使用的是離散排放鉆孔。雖然 EDM 可以產生高質量的孔洞,但實際上它的速度比激光要慢,該技術存在一些缺點。
而對于激光打孔,高峰值功率脈沖 Nd:YAG 激光器一直是商用鉆孔和軍用航空發動機零部件加工的優先選擇,選擇脈沖 Nd:YAG 激光器主要從以下幾個方面考慮:
1、1.06μm 輻射到部件的良好耦合(無論是在材料的吸收方面還是等離子體回避方面)
2、高脈沖能量和峰值功率非常適合這種應用
3、在各種材料中以非常高的速度實現孔洞的高縱橫比,包括熱障涂層材料
目前有兩種不同的激光打孔技術,分別是打孔和沖擊鉆孔。最流行的可能是真正的切割技術即頭部穿孔。激光束刺穿工件剛好落在孔洞的周邊,然后向外追蹤周長,然后通過旋轉工件或者激光束孔切出正確直徑,這種技術可以生產出高質量的孔洞,圓度和孔變化與數控加工出來的一樣好。孔的錐度也符合質量要求。
第二種鉆孔方法是沖擊鉆孔,這種技術要求激光器向工件發射激光脈沖,然后通過蒸發材料變成液態熔體,再從孔周圍去除多余材料,熔體受孔內部的蒸汽壓力驅動從孔壁的兩側噴出。使用這種鉆孔技術很難控制孔的質量,只有通過嚴格控制鉆井參數才能生產出高質量的孔洞。這種鉆孔技術的優勢是工藝處理速度快。沖擊鉆孔與另外一種稱為飛行中鉆孔的技術結合會有更多的優勢。飛行中鉆孔的方法是以沖擊鉆孔的方式激光脈沖射擊打孔同時工件或激光器連續移動。
若您想了解更多或有特殊需求,可以直接郵寄樣品到萬霆激光打標機激光公司進行加工試樣,其它機型包括光纖激光打標機,便攜式激光打標機,激光調阻機,半導體激光打標機,紫外激光打標機,金屬激光打標機,CO2激光打標機,二氧化碳激光打標機,流水線激光噴碼機,條形碼二維碼打標機,生產日期批號序列號激光打標機等激光設備.